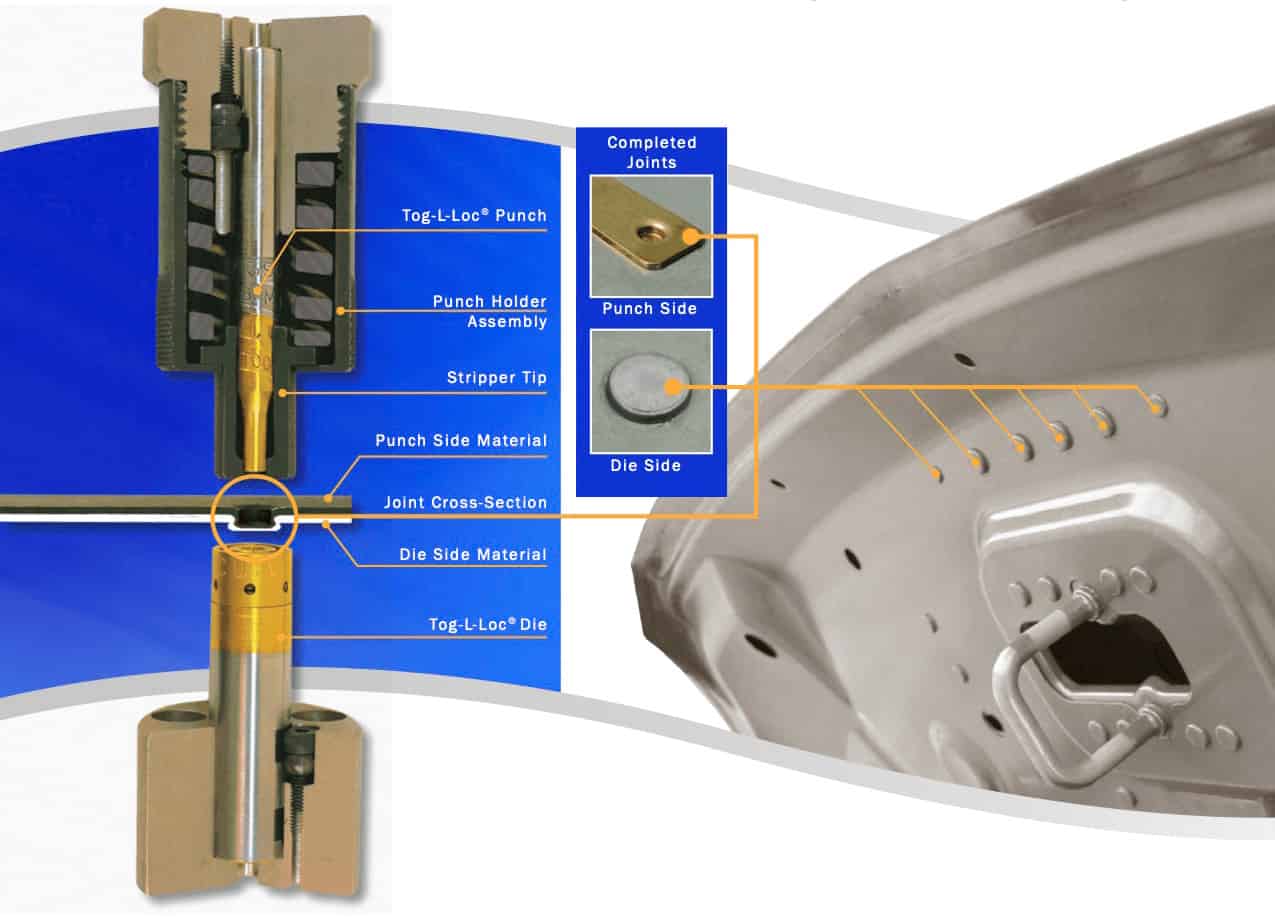
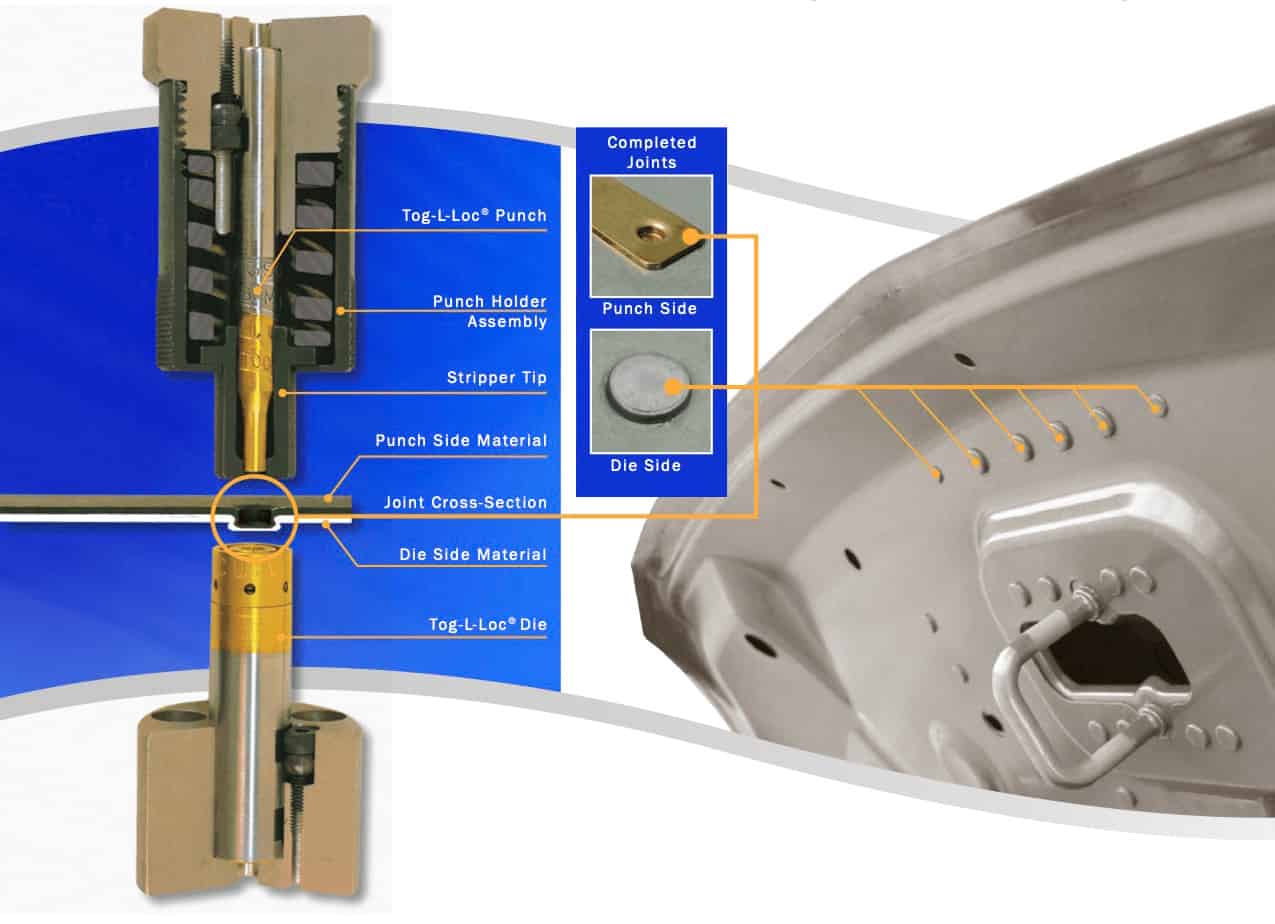
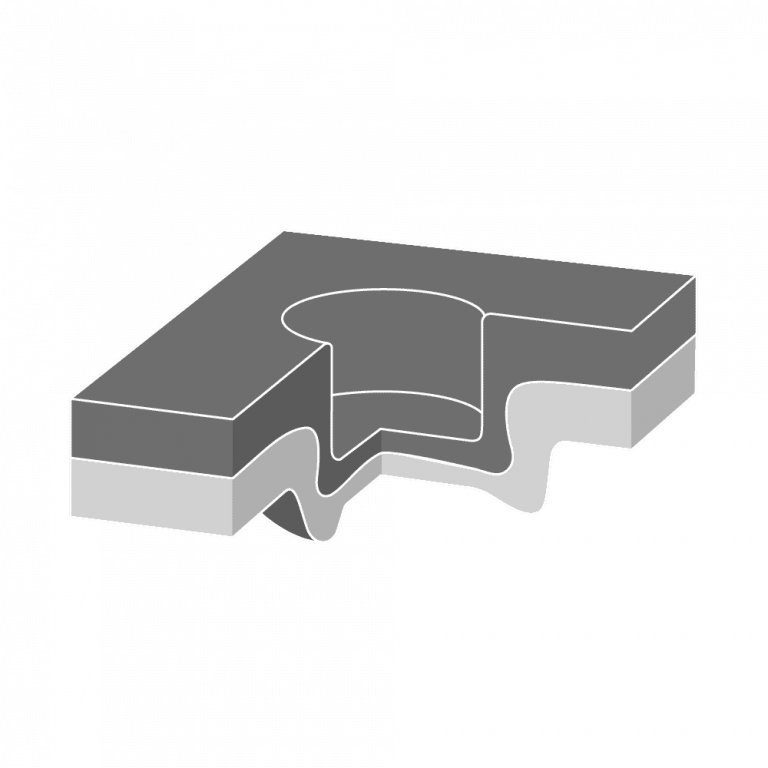
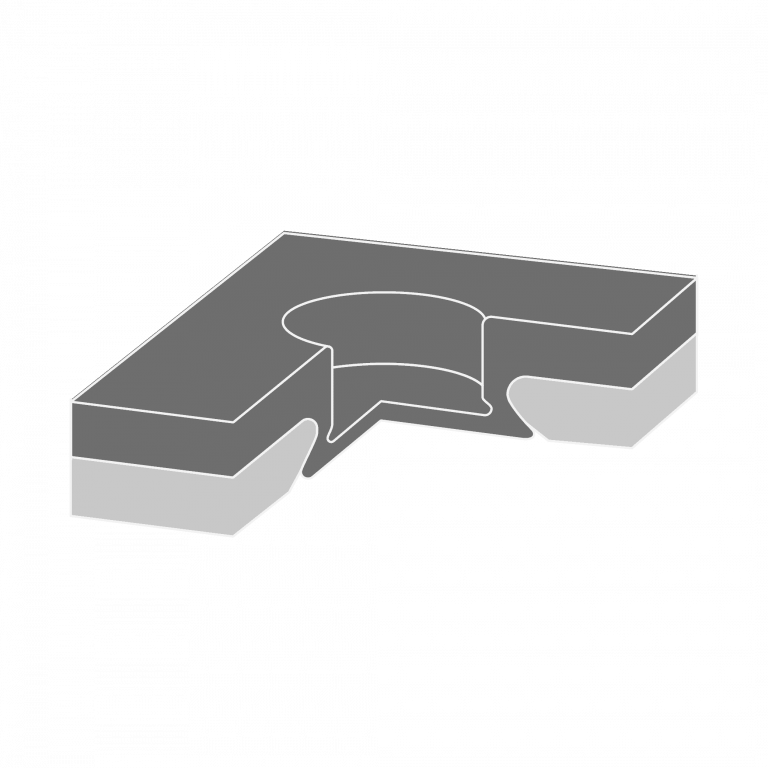
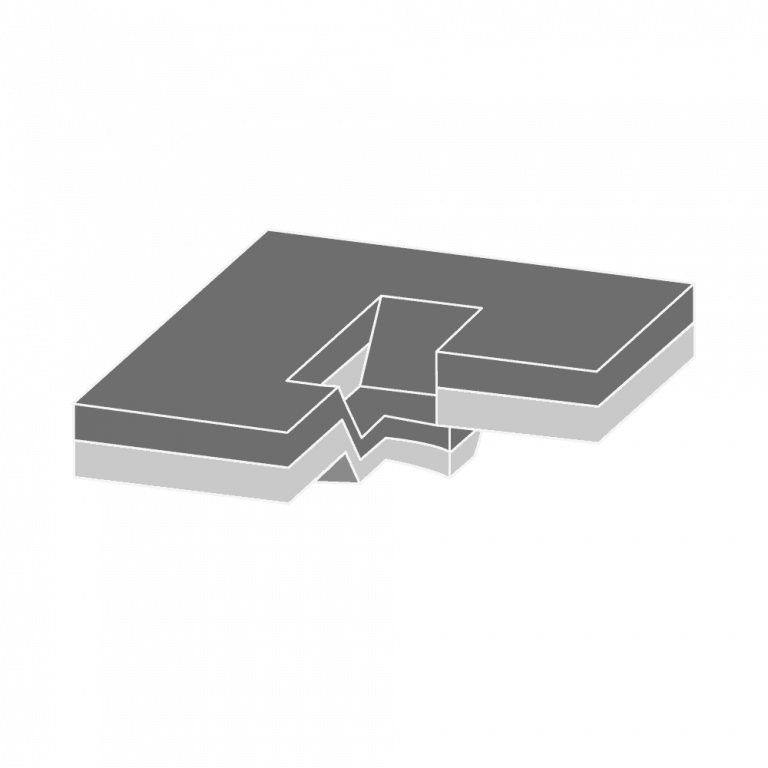
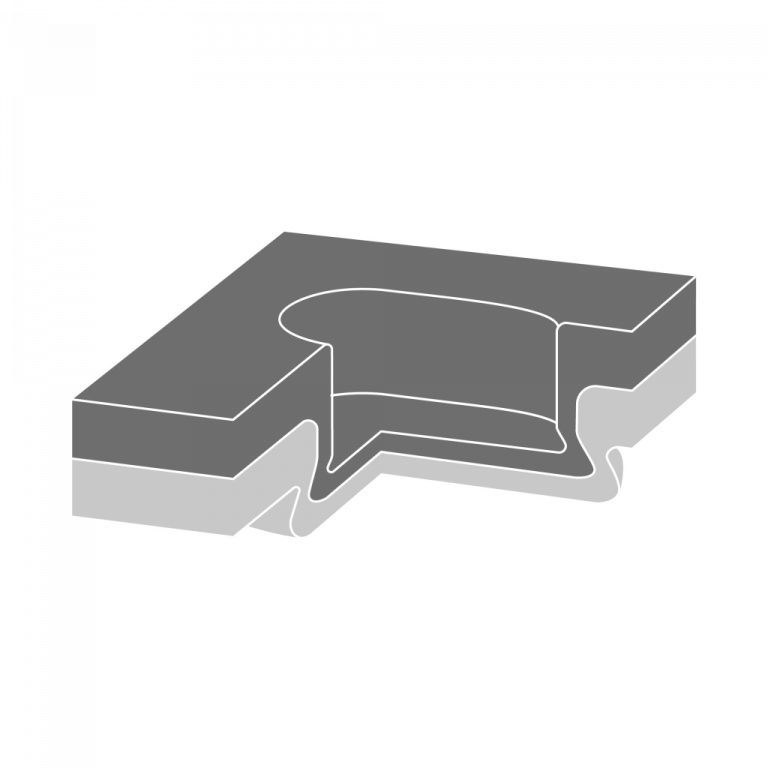
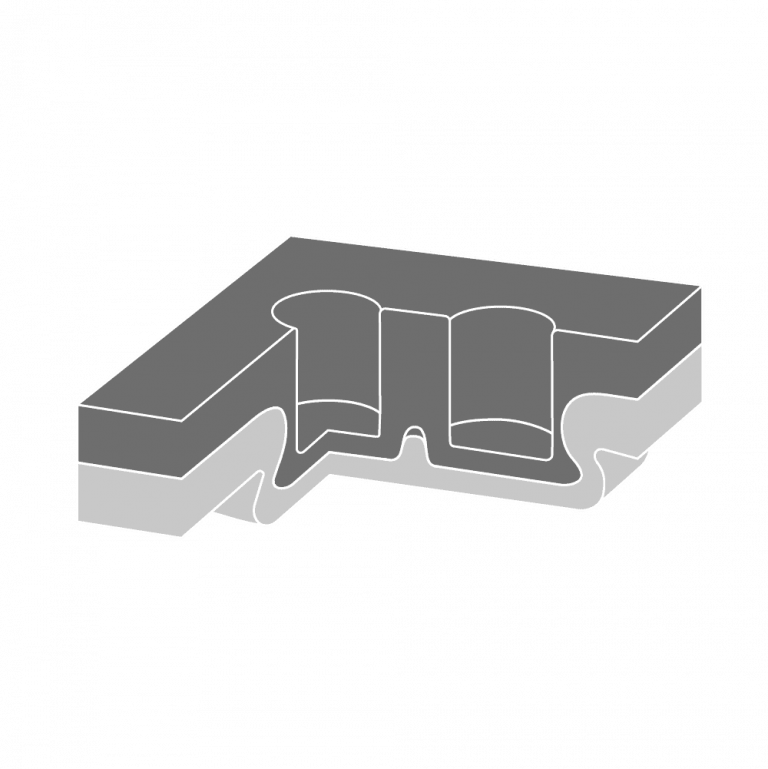
Clinchovanie, tiež nazývané prechodové spájanie, je mechanické spojovacie zariadenie, pri ktorom sa plechy rôznej hrúbky alebo z rôznych materiálov, aj s lepidlom alebo inými medzivrstvami, spájajú v procese tvárnenia za studena.
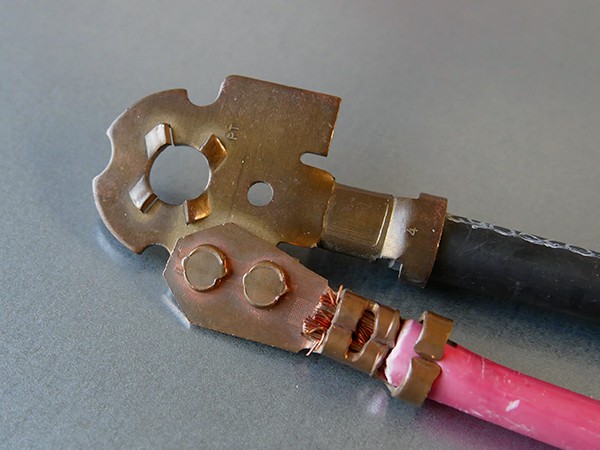
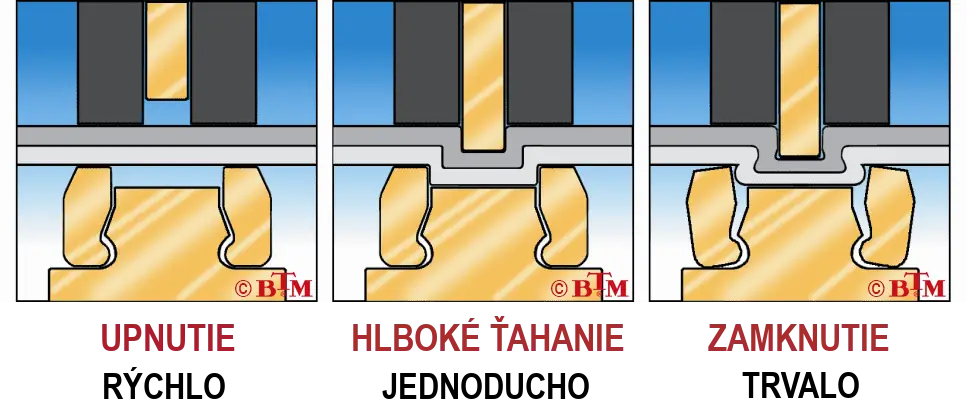
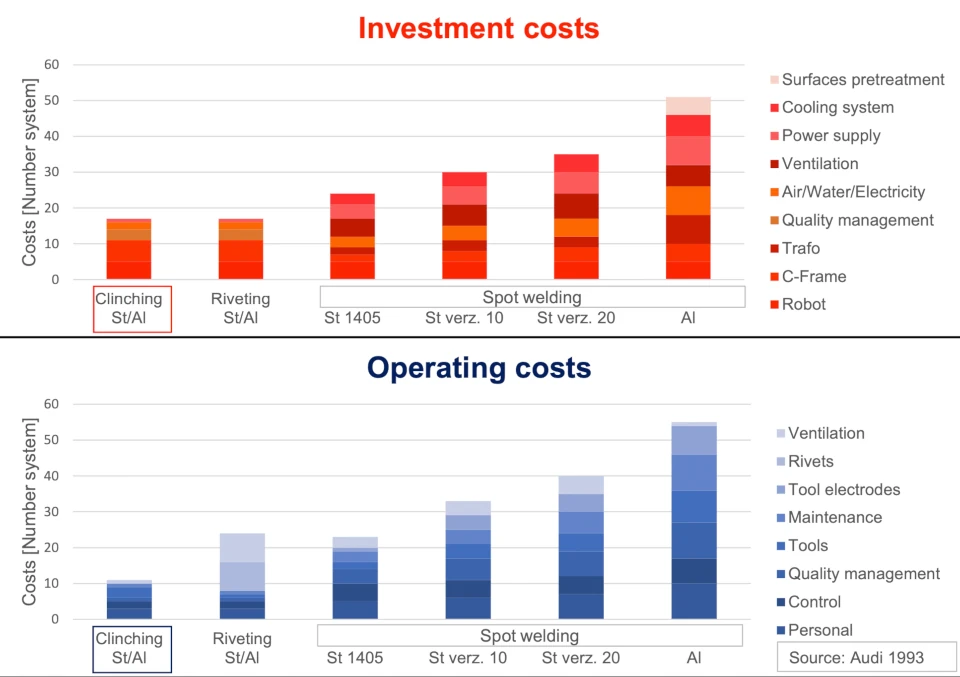
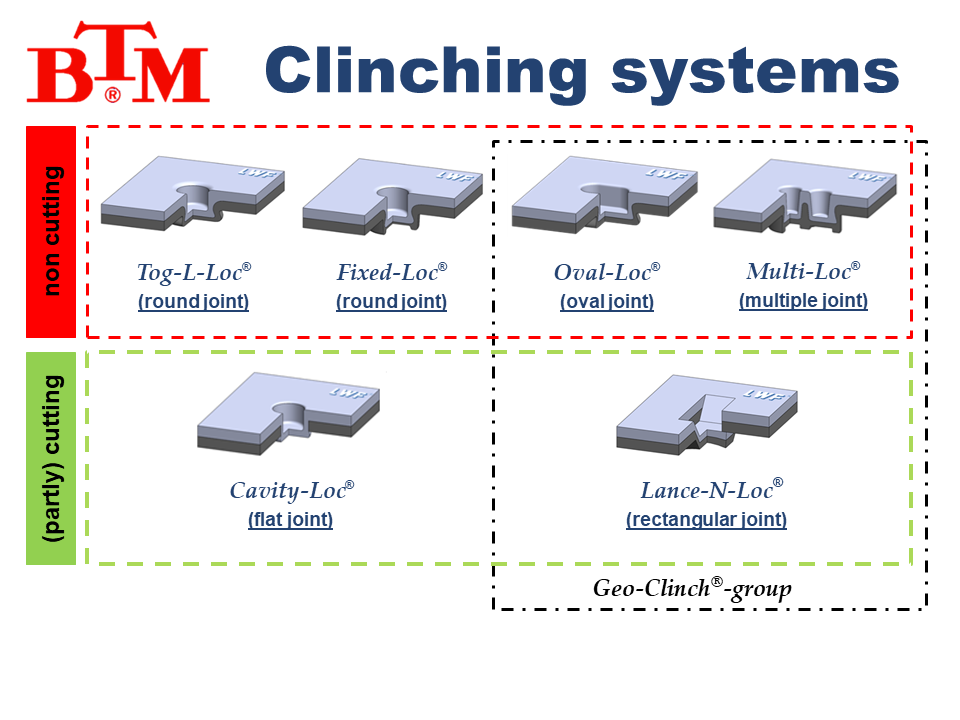
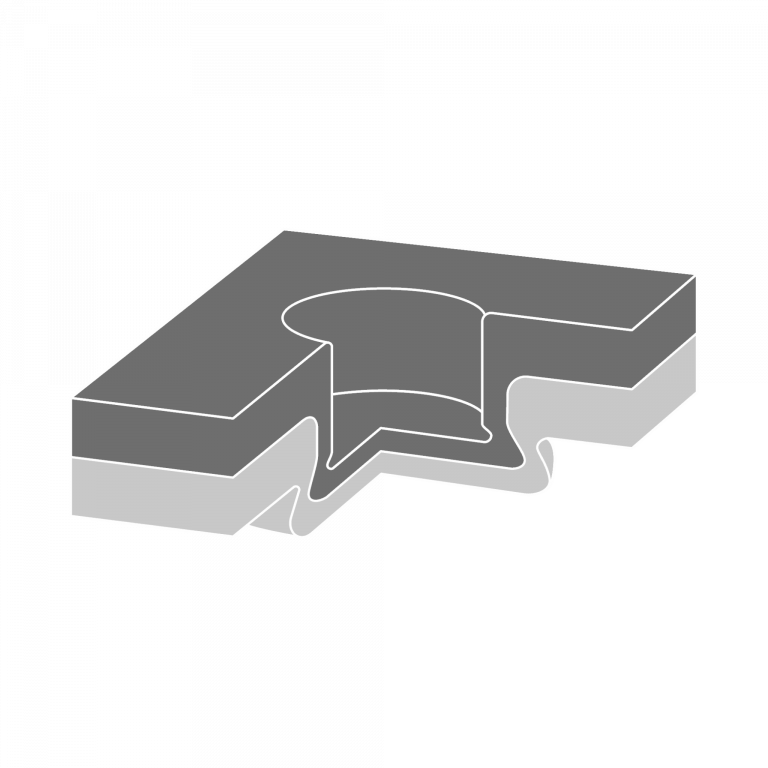
Z technologického hľadiska sa pritom dve alebo viac vrstiev plechu (spojovacie partneri) prostredníctvom kombinácie procesov ťahania a rozširovania, resp. razenia, formovo a silovo navzájom zaisťujú. Ako hospodárny spojovací proces sa clinchovanie používa na spájanie plechov z rôznych materiálov (napr. oceľ a hliník), s ohľadom na ich ťažnosť a povrchovú úpravu. Clinchovanie je ideálne najmä pre lakované alebo pozinkované povrchy, pretože predstavuje optimálny systém spájania bez potreby elektrického prúdu – ako pri bodovom zváraní – pričom sa materiály pevne spoja.
Rozsah použitia pri clinchovaní siaha od jednotlivých plechov s hrúbkou od t=0,10 mm až po celkovú hrúbku plechov približne t=10 mm.